Затяжка шатунов ваз 2106
В период обкатки обратить внимание на температуру охлаждающей жидкости, наличие посторонних стуков, вибраций, подтекания масла, топлива, охлаждающей жидкости и наличие других неисправностей. На поверхность головки цилиндров, сопрягаемую с держателем сальму ко ника распределительного вала нанести жидкую прокладку КЛТТМ жгутиком диаметром д 2…2,5 мм. Лист 43 Меры безопасности при обслуживании и ремонте автомобиля. Карбюратор 6.
Система питания двигателя 5. Карбюратор 6. Система охлаждения двигателя 7.
Система выпуска отработавших газов 8. Сцепление 9. Коробка передач Карданная передача Задний мост Передняя подвеска Задняя подвеска Рулевое управление Тормозная система Общие сведения Кузов Система отопления и вентиляции Таблица 3. Лист 20 Предельный размер определять по наиболее изношенному цилиндру.
Длина шатуна согласно таблице 5. Таблица 5. Лист 21 Таблица 7 - для шатунов -. При значениях размеров диаметров коренных и шатунных шеек менее указанных в таблице, коленчатый вал, рисунок 38, подлежит ремонту путем перешлифовки шеек с уменьшением диаметра на 0,25; 0,5; 0,75 или 1мм.
При значениях размеров D — 49,79 мм и d — 46,83 мм коленчатый вал выбраковывается.
На поверхностях коленчатого вала, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски. Лист 23 Диаметр образующей окружности противовесов D, рисунок - для коленчатого вала — мм; ьс - для коленчатого вала — мм; ип до - для коленчатого вала — мм. Таблица Лист 24 П Отличия поршней по внешнему виду днища приведены на рисунке Поршень отличается от поршня большей глубиной выборки под клапан: у поршня глубина выборки — 6,6 мм; у поршня глубина выборки — 4,0 мм.
Применяемость поршней согласно таблице Не допускаются следы износа и задиры на поршневых пальцах после выпрессовки осмотр визуальный. По наружному диаметру поршневые пальцы разбиты на три категории 1, 2, 3 через 0, мм. Категория указывается цветной меткой на торце пальца: синяя метка - первая категория, зеленая - вторая, красная — третья. Применяемость поршневых пальцев согласно таблице Допускается: - толщина полукольца номинального размера не менее 2,30 мм; - толщина полукольца увеличенного размера не менее 2,40 мм микрометр МК Отличие полуколец: - - металокерамическое желтого цвета ; - - сталеалюминиевое белого цвета.
Лист 26 Распределительный вал имеет один шестигранник между третьим и четвертым кулачками.

Распределительный вал отличается от распределительного вала наличием маркировки на задней торцевой поверхности вала и меткой диаметром 10…15 мм, нанесенной маслостойкой краской любого контрастного цвета, кроме красного, между первым и вторым кулачками. Распределительный вал отличается от распределительного вала наличием шестигранника между пятым и шестым кулачками.
Впускной распределительный вал отличается от выпускного распределительного вала наличием выступающего пояска Б, рисунок 42, после первой опорной шейки.
Применяемость распределительных валов согласно таблице Корпус подшипников распределительного вала отличается от корпуса мз И подшипников распределительного вала уменьшенной высотой бобышки с отверстием под масляный канал, как показано на рисунке Корпусы подшипников и не взаимозаменяемы. Таблица 17 Обозначение корпуса подшипников Диаметр отверстий под опорные шейки распределительного распределительного вала вала не более, мм.
Допустимая длина цепи согласно таблице 19 приспособление Лист 30 Ось мз И противовеса 3 должна быть параллельна основанию приспособления 5; ат - переместить противовес в крайнее правое положение. При этом приспособление обесаД печивает растяжение цепи с усилием Н 30 кгс ; ьс - переместить противовес 3 в крайнее левое положение.
Лист 31 Шкивы не взаимозаменяемы. Проверить состояние зубчатого обода и, в случае повреждения зубьев, заменить маховик.
Допустимая непараллельность поверхностей А, В, С не должна быть более 0,1 мм. Диаметр маховика согласно таблице Промер диаметра цилиндра производить по п. Промер диаметра поршня производится в плоскости перпендикулярной оси поршневого пальца на расстоянии 52 мм от днища поршня, а для поршней , - 35,4 мм микрометр МК Расчетный зазор для новых деталей должен составлять 0,03…0,05 мм.
Максимально допустимый зазор при износе деталей 0,1 мм. При зазоре более 0,1 мм блок цилиндров подлежит ремонту. Подобрать поршни к цилиндрам, обеспечив зазор не более 0,05 мм. Лист 33 У маховика четыре отверстия, а у маховика иЛ мз два отверстия. Отверстия расположены на привалочной поверхности маховика к коленчатому И валу на диаметре — мм. Маховик отличается от маховика наличием на наружном ат аД диаметре D1 штифта Е. Лист 34 Класс 1, рисунок ни ип д ш аК оП 49, поршня буквы А, В или С и категория 2 отверстия под поршневой палец цифры 1, 2 или 3 наносятся на днище поршня методом клеймения.
Ремонтные поршни, диаметр которых ат увеличен на 0,4 мм и на 0,8 мм, маркируются треугольником и квадратом соответственно. И Таблица 25 ат аД Ремонтный. В запасные части поршни поставляются в упаковке по 4 шт. При отсутствии комплекта поршней одной весовой группы произвести подгонку поршней по массе удалением части металла путем сверления углублений на основании бобышек под поршневой палец, рисунок Глубина сверлений не должна быть более 4,5 мм весы типа ВЛТ, машина пневматическая Рис.
Лист 35 Поршневой палец, смазанный моторным маслом, должен входить в отверстие поршня от нажатия большого пальца руки и плавно выходить под собственным весом из отверстий бобышек поршня, находясь в вертикальном положении, как показано на рисунке Если для выхода поршневого пальца из отверстий бобышек поршня требуется приложение дополнительных усилий, заменить поршневой палец на меньший по классу.
Если в поршень устанавливается палец первого класса, заменить сопрягаемые детали. Номинальный или ремонтный размеры поршневых колец указаны на упаковке.
На торцевых поверхностях чугунных поршневых колец ремонтных размеров имеется маркировка величины ремонтного увеличения в сотых долях миллиметра 40 или Зазор между кольцом 1, рисунок 52, и стенкой канавки поршня 2 для верхнего компрессионного кольца должен быть от 0,04 до 0,07 мм, для второго - от 0,03 до 0,06 мм, для маслосъемного кольца - от 0,02 до 0,05 мм.
Для стальных трехэлементных маслосъемных колец данный зазор не измеряется. Зазор в замке поршневых колец должен быть от 0,25 до 0,45 мм.
Поршневое кольцо с зазором в замке превышающем 0,45 мм заменить, при зазоре менее 0,25 мм допускается запилить стыковые поверхности кольца набор щупов, надфиль.
Величины зазоров в замке для поршневых колец двигателей и - для верхнего компрессионного кольца: от 0,2 до 0,4 мм; - для нижнего компрессионного кольца: от 0,3 до 0,5 мм; - для маслосъемного кольца: от 0,25 до 0,5 мм. Верхние головки шатунов должны быть направлены внутрь печи.
Время нагрева шатунов в печи не менее 15 мин электропечь типа СНОЛ-3,5, перчатки ;. Винт 4 не затягивать во избежание заклинивания пальца при его расширении от контакта с нагретым шатуном приспособление Лист 37 Ввести резьбовую часть стержня в осмз нование 1 приспособления и навернуть гайку 2 до И выбора возможных зазоров; ат аД - приподнять кронштейн 5 до горизонтального.
Ввернуть упор 3 стержня и установить на ноль. Посадка пальца считается правильной, если после возвращения гайки 2 в исходное положение стрелка индикатора 6 возвращается на ноль. В случае перемещения проскальзывания пальца в верхней головке шатуна шатун подлежит замене;.
Смазать отверстия в бобышках поршня и отверстие во втулке верхней головки шатуна моторным маслом. Установить поршневой палец 3 в поршень 1 и шатун 4. Маркировка номера цилиндра на шатуне и маркировка на поршне должны находиться с одной стороны. Установить второе стопорное кольцо 2 в кольцевую канавку отверстия бобышки поршня отвертка плоская, масло моторное ;. Перед установкой чугунного маслосъемного кольца Рис.
Лист 38 Не П ат допускается соединение концов не му расширителя внахлест. Для комплекта колец с чугунным ьс ип маслосъемным кольцом ориентацию замков выполнить, как показано на рисунке Для комдо П плекта со стальным маслосъемным кольцом — как показано на рисунке Лист 39 Комплекты вкладышей коренных и шатунных подне му шипников для ремонтного коленвала подобрать согласно величине уменьшения диаметра коко д ренных и шатунных шеек.
Маркировка размерности комплекта вкладышей наноситтс иЛ ся на упаковке. Кроме того, на вкладышах ремонтных размеров на наружной поверхности, мз нанесена маркировка величины ремонтного уменьшения -0,25; -0,50; -0,75; -1,00 ; И - смазать моторным маслом вкладыши коренных и шатунных подшипников, упорные полукольат аД ца, а также коренные и шатунные шейки коленчатого вала масло моторное согласно действующему.
Вкладыши с проточкой установить на блок цилиндров в постели первого, второго, четвертого и пятого коренных подшипников, вкладыши без проточки — в крышки коренных подшипников и в постель третьего коренного подшипника.
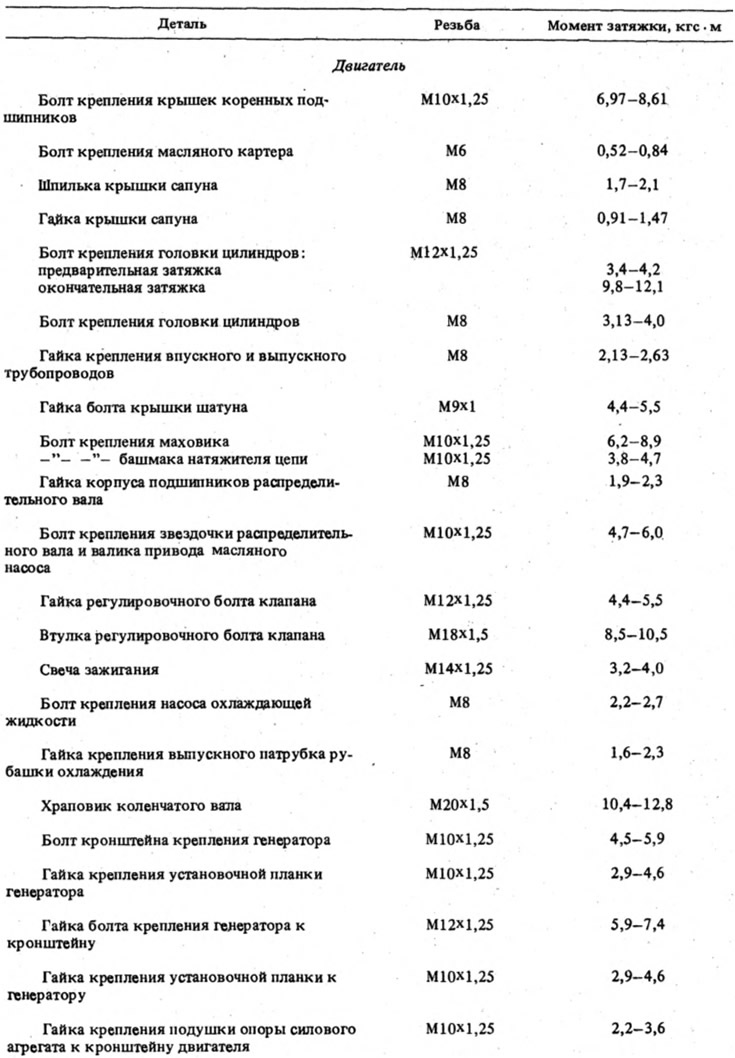
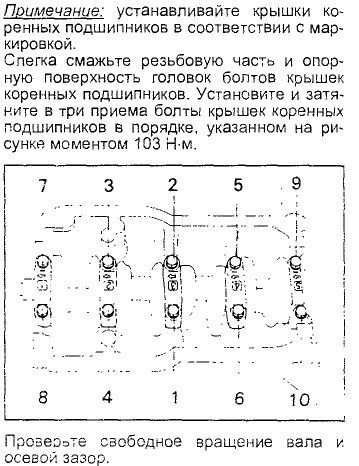
Вкладыш центрального третьего коренного подшипника отличается от остальных вкладышей отсутствием проточки на внутренней поверхности и большей шириной;. Упорные полукольца установить выемками к упорным поверхностям коленчатого вала. Со стороны привода ГРМ установить сталеалюминевое полукольцо дет. Метки на крышках должны располагаться со стороны установки водяного насоса; - завернуть и затянуть болты крепления крышек коренных подшипников с усилием в соответствии с Приложением А головка сменная 17, вороток и удлинитель или гайковерт типа ИП — , ключ моментный ; - проверить вращение коленчатого вала.
Вал должен вращаться от усилия руки свободно и без заеданий. При тугом вращении или наличии заеданий необходимо снять коленчатый вал и повторить операцию по подбору комплекта вкладышей;. Установить на блок цилиндров 1, рисунок 60, стойку 2 с индикатором 3. Опереть измерительный стержень индикатора на фланец коленчатого вала 4, как показано на рисунке, и выставить шкалу индикатора на ноль.
Перемещая коленчатый вал с помощью отверток 5, замерить осевой зазор вала 4. Осевой зазор коленчатого вала должен быть в пределах 0,06…0,26 мм. При осевом зазоре более 0,26 мм произвести. Лист 40 Увеличенные металлокерамические полукольца П не маркируются и имеют толщину 2,44…2,49 мм штатив ат не ШМ-ПВ-8, индикатор ИЧ, отвертка плоская - 2 шт. Установить фиксатор и затянуть болты крепления маховика герметик УГ-6, норма расхода — 6 грамм, головка сменная 17, гайковерт типа ИП или вороток и удлинитель, фиксатор А.
Лист 41 Маркировка на тс иЛ крышках должна располагаться с одной стороны с мз маркировкой на нижних головках шатунов головка сменная И 13 или 14, гайковерт типа ИП или вороток и ат аД удлинитель, ключ моментный ;. Модель прокладки промаркирована на верхней стороне прокладки; - при установке усадочной прокладки применять болты , при установке безусадочной прокладки применять болты крепления головки Рис.
Лист 42 Лист 43 Плунжеры гидроопор не должны перемещаться при резком нажатии на них рукой. Болт крепления звездочки не затягивать головка сменная 17,. При несовпадении меток повторить операцию по установке цепи ключ кольцевой 13, ключ гаечный. Лист 44 При И этом метка на шкиве коленчатого вала должна совпасть с ат аД длинной меткой на крышке привода ГРМ; отрегулировать зазоры между кулачками распределительного вала и рычагами клапанов кроме ьс ип двигателей с гидроопорами.